|
|
|||||
| |||||
|
5幉惂屼儅僔僯儞僌僙儞僞傗慁斦宍暋崌壛岺婡偱偼丆堦斒偵丆慻傒棫偰岆嵎偑婡夿偺塣摦岆嵎偵媦傏偡塭嬁偼丆慁夞幉帺懱偺塣摦岆嵎傛傝傕戝偒偄応崌偑懡偄偲尵偊傑偡丏偮傑傝丆偄偔傜慁夞幉帺懱偺塣摦惛搙偑崅偔偲傕丆慻傒棫偰惛搙偑婡夿慡懱偺塣摦惛搙傪寛傔傞梫場偲側傝傑偡丏慻傒棫偰惛搙傪崅傔傞偵偼丆慻傒棫偰屻偺應掕偲丆挷惍傪孞傝曉偡偟偐偁傝傑偣傫偑丆僐僗僩柺偐傜尷奅偑偁傝傑偡丏 傑偨丆擬曄宍傗宱擭曄壔偼丆慡偰偺岺嶌婡夿偵偲偭偰戝偒側岆嵎梫場偺傂偲偮偱偡偑丆5幉壛岺婡偱偼摿偵塭嬁偑戝偒偔側傝傑偡丏偙偺傛偆側棟桼偐傜丆岺嶌婡夿儊乕僇偑弌壸帪偵廫暘側専嵏偲挷惍傪峴偆偩偗偱丆俆幉壛岺婡偺塣摦惛搙傪挿婜偵傢偨偭偰堐帩偡傞偺偼丆崲擄偱偡丏偦偙偱丆崅偄壛岺惛搙傪堐帩偡傞偵偼丆岺嶌婡夿偺儐乕僓偑丆壛岺娐嫬偵崌傢偣偰丆岆嵎偺應掕偲曗惓傪峴偆偙偲偑桳岠偱偁傞偲峫偊傑偟偨丏 変乆偑偙傟傑偱尋媶偟偰偒偨乽R-test乿應掕朄偼丆5幉壛岺婡偺岆嵎僉儍儕僽儗乕僔儑儞偲曗惓傪丆帺摦揑偵峴偆偺偵揔偟偨曽朄偱偡丏変乆偼丆偙傟傑偱尋媶惉壥傪丆R-test應掕偺寢壥傪夝愅偟丆曗惓傪峴偆僜僼僩僂僃傾偲偟偰幚梡壔偟傑偟偨丏偙偺僾儘僕僃僋僩偼丆暉揷岎堈乮姅乯偲偺嫟摨尋媶偲偟偰峴傢傟丆尰嵼偼暉揷岎堈乮姅乯偐傜乽FKD僔僗僥儉乿偺柤慜偱斕攧偝傟偰偄傑偡丏 奐敪偟偨僜僼僩僂僃傾偺庡側婡擻偼埲壓偺捠傝偱偡丏
挿堜 桪 孨乮2014擭3寧廋椆乯偲尋媶傪峴偄傑偟偨乮2015擭3寧乯丏 >> 娭楢榑暥丗 CJ74, CE57, CE55, CJ73 
恾1: 條乆側峔憿偺5幉壛岺婡偵懳墳偟傑偡丏庡幉慁夞宍5幉壛岺婡偱偺應掕偺條巕偱偡丏  恾2: 僥乕僽儖慁夞宍5幉壛岺婡偱偺應掕偺條巕偱偡丏 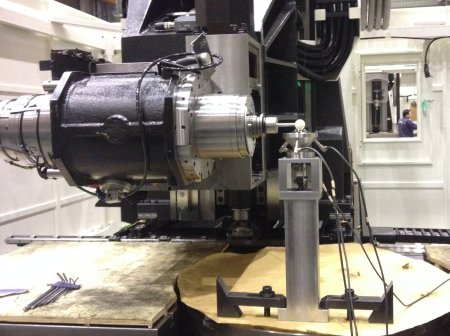 恾3: 僥乕僽儖丒庡幉慁夞宍5幉壛岺婡偱偺應掕偺條巕偱偡丏  恾4: 奐敪偟偨僜僼僩僂僃傾乽FKD僔僗僥儉乿偺僗僋儕乕儞丒僔儑僢僩偱偡丏 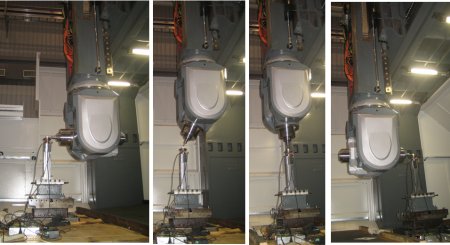 恾5: 庡幉懁偺慁夞幉偺應掕偺條巕乮恾1偺婡夿傪懳徾乯丏 
恾6: 庡幉慁夞宍乮恾1乯偺R-test應掕椺丏慁夞幉乮B幉乯傪180搙慁夞偟偨偲偒偺丆媴拞怱偺婳愓傪帵偟傑偡丏媴偺巜椷埵抲偑崟娵仠偱梌偊傜傟丆R-test偱應掕偝傟偨幚嵺偺媴偺埵抲傪惵娵仜偱帵偟偰偄傑偡丏巜椷埵抲丒應掕埵抲偺嵎偼丆10,000攞偵奼戝偟偰昞帵偟偰偄傑偡丏 
恾7: 恾6偺婳愓偺丆XZ柺乮忋乯丆XY柺乮壓乯傊偺搳塭偱偡丏偙偺傛偆側3師尦婳愓傪娤嶡偡傞偙偲偱丆偙偺慁夞幉偺塣摦岆嵎偺條乆側尨場偑暘偐傝傑偡丏椺偊偽丆忋恾偱偼丆B亇90搙偱丆100um埲忋偺戝偒側埵抲岆嵎偑惗偠偰偄傑偡偑丆偙偺尨場偼B幉偺妱傝弌偟岆嵎偲丆偦傟偵傛傞B幉拞怱埵抲偺僉儍儕僽儗乕僔儑儞偺幐攕偱偡丏壓恾偱偼丆B幉偺幉曽岦岆嵎塣摦偑娤嶡偱偒傑偡丏 
恾8: 曗惓慜偺媴拞怱偺婳愓偲丆曗惓屻傪斾傋偨傕偺偱偡丏恾7乮忋乯偲摨條偵XZ柺傊偺搳塭傪帵偟傑偡丏曗惓偵傛偭偰丆岺嬶抂偺埵抲偺岆嵎偼10um埲壓傑偱掅尭偟傑偟偨丏 
恾9: 暉揷岎堈乮姅乯偵傛偭偰彜昳壔偝傟偨僜僼僩僂僃傾乽FKD僔僗僥儉乿偺僷僢働乕僕偱偡丏 | |||||
