|
|
|||||
| |||||
|
5軸加工機の加工誤差の主な原因として,熱変形があることは多くのユーザが経験的に知っています.例えば,主軸の発熱によって,Z軸が1方向に伸びるような比較的単純な熱変形であっても,5軸加工機の場合,機械座標系と旋回軸の位置関係が変わることになるため,加工に及ぼす影響は複雑で,大きくなる可能性があります. 本研究では,加工物の形状を測定することで,工作機械の旋回軸の誤差運動を評価することができる加工試験法を提案しました. さらに,加工前の誤差運動と,加工物の形状精度から同定された誤差運動を比較することで,主軸の回転に伴う熱変形が,旋回軸の誤差運動にどう影響するか,を評価することができます.また,複数個のワークを連続して行うことで,その間の熱変形を評価することができます.旋回軸の運動が,熱的にどの程度安定しているかを,加工試験で評価します.(2013年3月) >> 関連論文: JE32, CE54, CJ68, CJ63   図1: 加工試験の様子です. 
図2: 提案した加工試験法の手順です.様々な割り出し角度の組み合わせで,正方形の段を加工します. 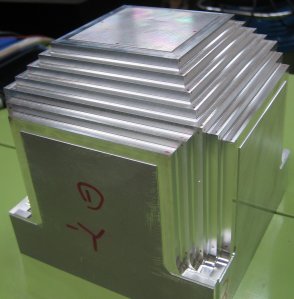
図3: 加工後のワークです. 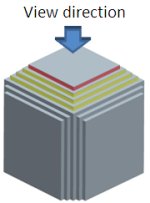
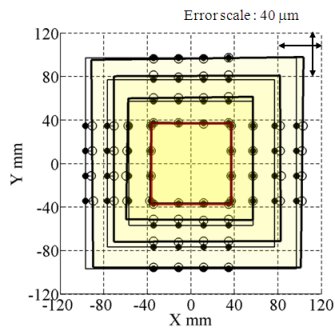
図4: 加工後のワークをタッチプローブで機上計測した結果です.B=0の状態で,C軸を90度ずつ割り出し,それぞれ加工した4つの段の測定例です.○が測定点,●が本来あるべき位置,両者の誤差は拡大して表示しています.段の位置や大きさに,5〜10um程度の誤差があることが分かります.その主な原因は,C軸の中心位置の誤差です. 
図5: ワークの形状測定結果から同定した,工作機械の旋回軸の幾何誤差パラメータです.この例は,B軸とC軸の中心位置を表すパラメータを示しています.連続してワークを3個加工し,パラメータの同定値がどう変わるかを調べました.主軸の回転に伴い,機械構造に熱変形が生じ,B軸とC軸の中心位置が動いていくことが分かります. | |||||
