|
|
||

|
||
|
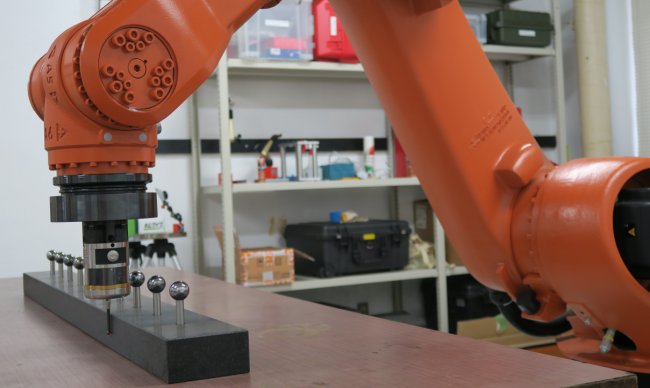
ロボットによるプローブ測定 恒温室に設置され,多大なエネルギーとコストを消費する従来の3次元測定器(CMM)に対し,製造現場で使われる形状精度の測定器が注目されています.そのなかでも,工作機械の主軸に「タッチプローブ」と呼ばれる測定器を取り付けて,工作機械内でワークの測定を行うことは,広く普及しています.我々は,産業用ロボットでタッチプローブ測定を行うことを発想しました.産業用ロボットの長所のひとつは,ポータビリティ(可搬性)にあります.つまり,例えばロボットを自動搬送車 (AGV) に搭載すれば,必要な場所に移動して測定を行うことができます. タッチプローブの測定原理は,プローブのスタイラス球が測定対象に接触したときに,ロボットの関節の回転角度から,ロボットの順運動学モデルを使って,スタイラス球の3次元位置を測定します.つまり,タッチプローブ自体は単なる接触センサに過ぎず,測定の精度は,ロボットの位置決め精度が決めます.産業用ロボットの絶対的な位置決め誤差は,数100 um〜数mmであることが多く,これがそのままロボットによるプローブ測定の誤差になります.これでは実用的な測定は難しく,ロボットによるプローブ測定を実際に製造現場で行った例は,産業界ではもちろん,研究例もほとんどありません. 我々は,産業用ロボットの絶対的な位置決め精度を,可動領域全体で大きく改善するための研究を進めてきました.この成果を基礎として,ロボットによるプローブ測定の精度を,可動領域全体で保証することが,本研究の目的です. 最初に,問題を単純化するために,スカラ型のロボットにタッチプローブを取り付け,2次元のプローブ測定の精度を改善する方法を研究しました(図1).我々が提案した,2つの回転軸の角度位置決め誤差を含む幾何学モデル(「オープンループトラッカの考え方を使ったスカラ型ロボットの空間精度測定」)を使うことで,可動領域全体で,プローブ測定の誤差を数分の1に低減できることを示しました. 現在は,6軸ロボットのタッチプローブ測定に取り組んでいます(図2, 3).「6自由度ロボットの新しい幾何学モデル」で構築した我々の幾何学モデルを使うことで,測定対象に接触したときのスタイラス球の3次元位置を,より正確に測定することができます.これによって,可動領域内のどこであっても,目標のプローブ測定の精度を保証することが,研究の目標です.
この研究の一部は,レニショー株式会社との共同研究で実施しました. >> Publications: JE26, JE22, CJ47, CE22, CJ38, CJ30, CJ11, CE11 |
||
|
|
||