|
|
|||||
| |||||
|
例えば金型加工では,1本の工具でひとつのワークを最後まで加工し終わることがしばしば要求されます.加工の途中で工具寿命に達し,工具を交換したのでは加工精度が悪化する場合があるからです.しかし,工具磨耗の進行をプロセス中にモニタリングし,工具寿命を予測し,目標の距離を加工し終わるまでに工具寿命に達しないように加工条件の調整することは,たとえ熟練したオペレータであっても容易ではありません.多くの場合,加工能率を犠牲にして安全な加工を行うことになります. 本研究では,工具寿命の制御を主な目標とした,新しいエンドミル加工のプロセス制御の方法を提案しました.加工パスに埋め込まれた「チェックポイント」毎に切削抵抗をモニタリングし,目標の切削距離が安全に加工できるように,加工条件を調整していく,長スパンのフィードバック制御を基本とした手法です.高コストなセンサを付加しなくても,信頼性の高い制御が行えるよう,実用化の容易さを第一に考えていることも特徴です. >> 関連論文: JE17, CJ49, CJ41, CE36, CJ39 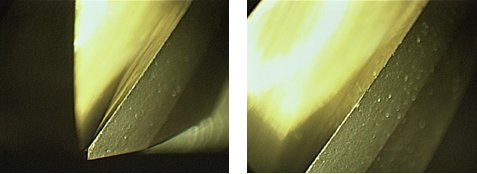
(a) 新品工具 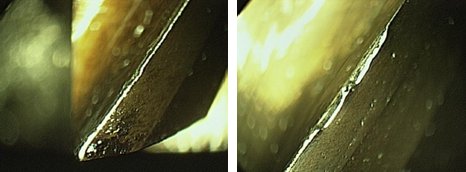
(b) 磨耗が進んだ状態 図1: エンドミルの磨耗の進行の様子です.切刃の磨耗が進行すると,工具に作用する切削抵抗は一般に徐々に大きくなっていきます.ここから,切削抵抗をモニタリングすることで,工具の磨耗の進行度を推定できると考えます. 
図2: 実験結果の一例です.切削距離(横軸)と,切削抵抗(縦軸)の関係をプロットしたものです.一定の送り速度で加工した場合には,青線のように切削抵抗は上昇し,切削距離約800mで寿命に達しました.これを1200mまで延長することを目標として,制御を用いて加工した結果が赤線です.ほぼ1200mまで加工することができ,工具寿命を1.5倍に延長することができました. | |||||
