|
|
|||||
| |||||
|
In die and mold manufacturing, for example, it is often required to machine the entire workpiece by using one tool only, since the tool change often deteriorates the machining accuracy. However, it is quite difficult even for an expert operator to monitor the progress of tool wear in machining processes, to estimate the end of tool life, and to modify machining conditions such that the desired distance can be machined before reaching the end of tool life. As a result, safer machining is preferred, with a sacrifice of machining efficiency. This project proposed a new control scheme of end milling processes, with the main focus on the control of tool life. It is a "long-term" feedback control; at every "check point" set on tool paths, the cutting force is monitored, and then machining conditions are autonomously modified in-process such that the desired cutting distance can be machined safely. The practical applicability is one of important features of the proposed approach, performing high-reliable control without installing expensive additional sensors. >> Publications: JE17, CJ49, CJ41, CE36, CJ39 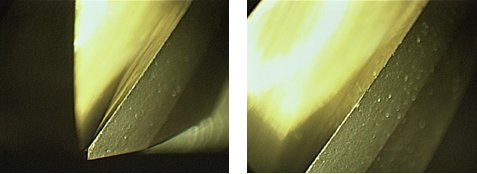
(a) New tool 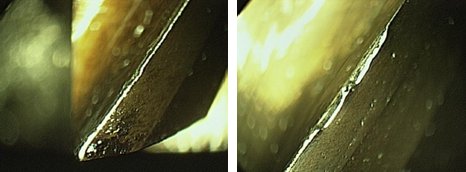
(B) Worn tool Figure 1: An example of the progress of tool wear. As the tool wear is progressed, in general, the cutting force gradually is increased. Thus, the progress of tool wear can be estimated to some extent by monitoring the cutting force. 
Figure 2: An example of experimental results. The cutting distance (horizontal) vs. the measured cutting force (vertical) is plotted. When the federate is constant, the cutting force was increased as shown in blue circles, and the end of tool life was reached at 800 m. To extend this to 1200 m, the control was activated. The cutting force under the proposed control scheme was shown in red circles. The tool life was extended to about 1200m, 1.5 times longer than the constant federate case. | |||||
