|
|
|||||
| |||||
|
一般には接触式のタッチプローブが用いられることが多いですが,レーザ変位計を用いることで,連続測定が可能となり,測定の能率を大きく向上できます. 加工前のワークのセットアップ測定でも,5軸加工では,設置位置や向きを3次元測定することが重要になります.そのためには,ワーク(またはセンサ)の向きを変えながら,全方向から測定することで,測定効率をさらに大きく向上できます(図1参照). 言うまでもなく,工作機械での機上計測の測定不確かさの大きな要因のひとつは,工作機械自体の運動誤差です.本研究では,5軸のレーザ機上計測において,旋回軸の運動誤差が測定不確かさにどのような影響を及ぼすかを評価するための,シミュレータを構築しました.このシミュレータを基礎として,5軸レーザ機上計測の不確かさの解析を行います. 本研究は株式会社 森精機製作所との共同研究です.このレーザ機上計測システムは「S-Quad」として商品化されています.(2013年3月) >> 関連論文: JE35, JE33, CE53, CJ70, CJ66 
図1: レーザ機上測定システムを用いた5軸の機上計測の模式図.直進軸のみを使う測定と比べて,旋回2軸を同期制御することで,対象物を全方向から測定することができ,測定の高能率化に大きく寄与します. 
図2: レーザ機上測定システムを用いたブレードの機上測定(写真の提供:森精機製作所). 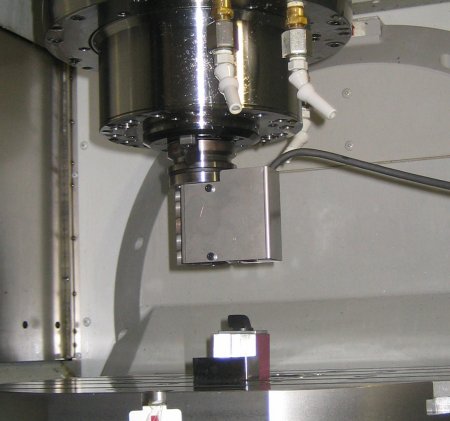
図3: 平面ワークの計測実験の様子. 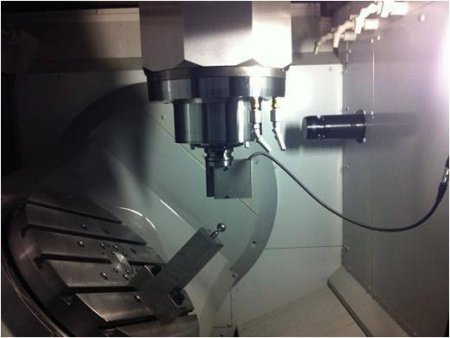
図4: 基準球の計測実験.形状が既知の基準球の形状を,レーザ機上測定システムで計測することで,機上測定システムの測定精度を調べました. 
図5: 基準球をレーザ機上測定システムで5軸計測した結果.5軸加工機の旋回軸を制御し,球面に垂直にレーザが当たるように測定を行いました.加工機自体の運動誤差が,測定誤差として現れることと,幾何学モデルを用いてそれを予想できることを示しました. | |||||
