|
|
||

|
||
|
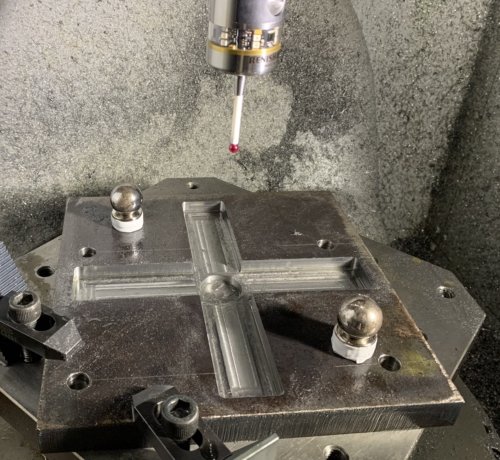
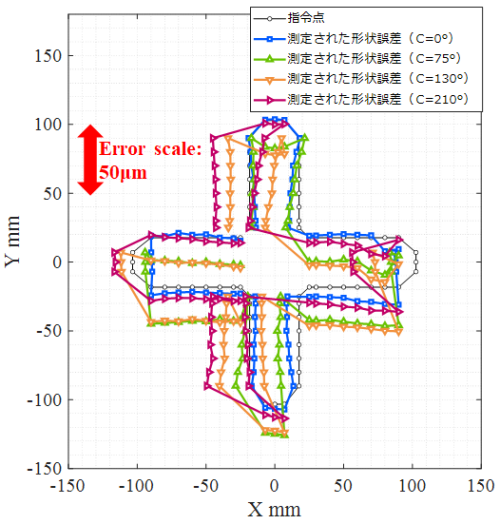
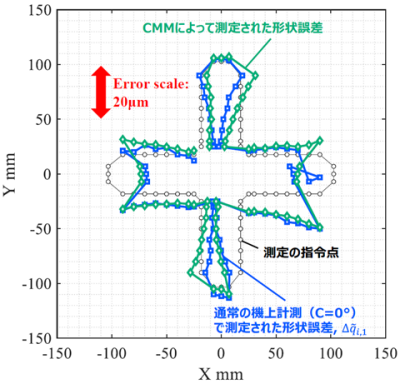
機上測定の自己較正 工作機械の主軸にタッチプローブをつけ,工作機械の機内で加工物の形状精度や,位置や向きを測定する「機上計測」は,広く普及しています.恒温室に設置され,多大なエネルギーとコストを消費する従来の3次元測定器(CMM)と違って,機上計測は「製造現場での計測」の代表格です. タッチプローブ自体は単なる接触センサで,プローブのスタイラス球が測定対象に接触したときの,工作機械のX・Y・Z軸の位置から,スタイラス球の位置を計測します.これがタッチプローブ測定の原理です.この原理から明らかなように,工作機械の位置決め誤差は,タッチプローブ測定の誤差に直結します.そのため,機上計測は単なる簡易チェックで,きちんと測定精度が保証された測定は難しい,と考える人は多いです. このプロジェクトでは,「自己較正 (self-calibration)」という考え方を使って,機上計測に対する工作機械の位置決め誤差の影響を分離して,機上計測の測定精度を高める方法を考えました.例を使って説明します.図1に示すワークの水平面上の輪郭形状を,立形マシニングセンタでタッチプローブ測定します.このとき,回転テーブルを使って,同じワークを,様々な角度に割り出します.同じワーク上の同じ点を,様々な割り出し角度でプローブ測定します. 図2は,このワークを異なる4つの角度に割り出し,タッチプローブ測定したワークの形状です.工作機械の誤差が全くなければ,ワークは同じなので,測定軌跡はすべて同じになるはずです.これらの軌跡の違いは,工作機械の位置決め誤差から生じているはずです.これを利用して,ワークの形状誤差と,工作機械の位置決め誤差を分離するのが,自己較正の基本的な考え方です. 図3(a) は,通常のプローブ測定(C=0°)で得られたワークの形状(青)と,3次元測定器 (CMM) で測定した「真の」形状との比較です.数マイクロメートルのずれは,工作機械の位置決め誤差が原因の,機上計測の誤差です.それに対して,図3(b) は,提案した自己較正法で求めたワーク形状(オレンジ)です.CMMで測定した形状と,ほぼ一致していることが分かります. 自己較正法は,まっすぐな面(真直度)や,円筒(真円度)に対して,測定器の誤差を分離して,測定の精度を高める方法として確立されています.この研究では,任意の2次元形状のプローブ測定を対象とした,全く新しい方法を考えました.
この研究は,川崎重工業株式会社との共同研究で実施しました. |
||
|
|
||

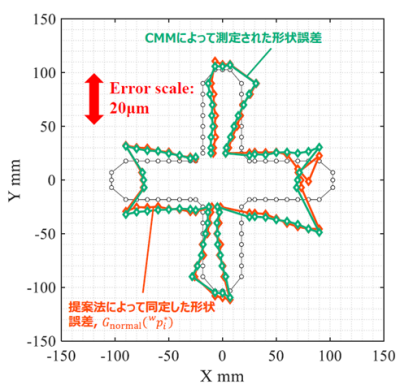 (b) 提案した自己較正法で求めたワーク形状(オレンジ)です.CMMで測定した形状と,ほぼ一致していることが分かります.
(b) 提案した自己較正法で求めたワーク形状(オレンジ)です.CMMで測定した形状と,ほぼ一致していることが分かります.